悬赏分0
问题时间:Apr 7, 2020,[ 共0条回复]
悬赏分0
问题时间:Apr 7, 2020,[ 共0条回复]
一丶灭火器灌装生产线用精灌装置:
包括圆形容纳腔,圆形容纳腔内配套设置有通过电机驱动旋转的均分分料花盘,圆形容纳腔的顶盖上开设有与干粉料仓相连通的进料口,圆形容纳腔底部的出料口处连通有出料管,进料口和出料错设置。实用新型提供的灭火器灌装生产线用精灌装置,可以配合前道粗灌工序进行补充称重和灌装,从而减小灌装误差,提干粉灭火器的灌装达标率和灌装效率。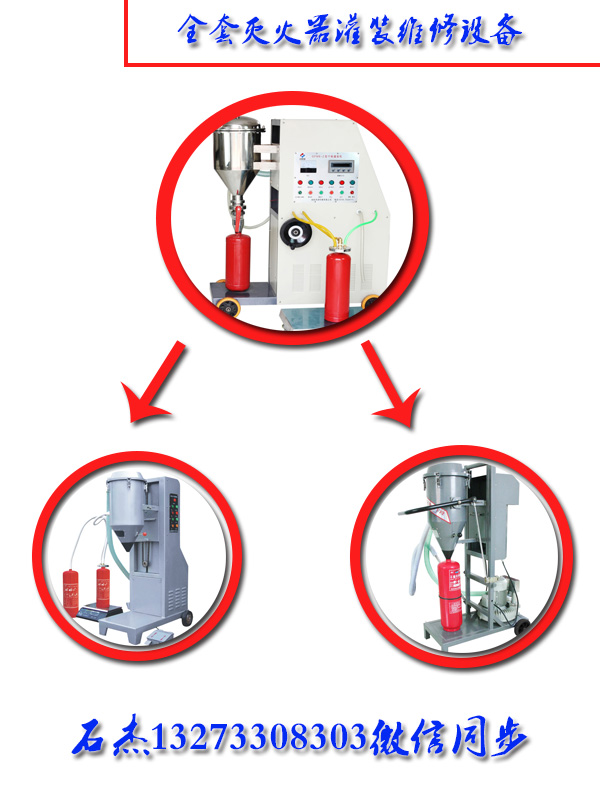
二丶机器七个特征:
1.一种灭火器灌装生产线用精灌装置,其特征在于:包括圆形容纳腔,圆形容纳腔内配套设置有通过电机驱动旋转的均分分料花盘,圆形容纳腔的顶盖上开设有与干粉料仓相连通的进料口,圆形容纳腔底部的出料口处连通有出料管,进料口和出料错设置。2.根据权利要求的灭火器灌装生产线用精灌装置,其特征在于:电机上方设置盘。3.根据权利要求的灭火器灌装生产线用精灌装置,其特征在于:圆形容纳腔的顶盖和干粉料仓的底板为一体化结构。
4.根据权利要求的灭火器灌装生产线用精灌装置,其特征在于:均分分料花盘与圆形容纳腔等高设置。5.根据权利要求的灭火器灌装生产线用精灌装置,其特征在于:圆形容纳腔的进料口和出料口分别对应1-3个均分分料花盘的分格。6.根据权利要求的灭火器灌装生产线用精灌装置,其特征在于:每个均分分料花盘的分格容量为10g干粉。
7.根据权利要求的灭火器灌装生产线用精灌装置,其特征在于:每个出料管下方均对应设置有一个自动称重式灭火器托板。8.根据权利要求的灭火器灌装生产线用精灌装置,其特征在于:干粉料仓包括倾斜式送料侧板。灭火器灌装生产线用精灌装置技术领域实用新型涉及干粉灭火器灌装技术领域,尤其是涉及一种灭火器灌装生产线用精灌装置。背景技术灭火器早期生产时,完全靠人工称重、灌装,操作步骤繁琐、灌粉量不宜控制,劳动强度大、工作环境差。近期开发的灭火器灌装生产线采用与称重传感器配合使用的真空灌装头,能够边灌装边称重,并控制灌粉量,大大减轻了工人劳动量,提高了灌装效率。但是,当灌装头发生漏粉或传感器精度不够的情况下,往往出现灌装量不达标的问题,需要人工返工。内容实用新型提供一种灭火器灌装生产线用精灌装置,目的在于解决现有自动灌装装置在情况下灌装量不达标的问题。
三丶技术方案:
实现上述目的,实用新型可采取下述技术方案:实用新型的灭火器灌装生产线用精灌装置,包括圆形容纳腔,圆形容纳腔内配套设置有通过电机驱动旋转的均分分料花盘,圆形容纳腔的顶盖上开设有与干粉料仓相连通的进料口,圆形容纳腔底部的出料口处连通有出料管,进料口和出料错设置。电机上方设置盘。圆形容纳腔的顶盖和干粉料仓的底板为一体化结构。均分分料花盘与圆形容纳腔等高设置。圆形容纳腔的进料口和出料口分别对应1-3个均分分料花盘的分格。每个均分分料花盘的分格容量为10g干粉。
每个出料管下方均对应设置有一个自动称重式灭火器托板。干粉料仓包括倾斜式送料侧板。实用新型提供的灭火器灌装生产线用精灌装置,可以配合前道粗灌工序进行补充称重和灌装,从而减小灌装误差,提干粉灭火器的灌装达标率和灌装效率。
四丶新型机器结构:
附说明是实用新型的结构示意。是中圆形容纳腔的结构示意(不含顶盖、花盘、电机等)。是中圆形容纳腔与花盘的装配结构示意(不含料仓底板和前侧板等)。具体实施方式所示,实用新型的灭火器灌装生产线用精灌装置,圆形容纳腔,圆说形容纳腔内配套安装有电机驱动旋转的均分分料花盘,均分分料花盘与圆形容纳腔等高,均分分料花盘中每个分格的容量为10g干粉,与灭火器的灌装精度要求一致;圆形容纳腔上方设置有干粉料仓,干粉料仓的底板盖合在圆形容纳腔上作为其顶盖,同时,在干粉料仓底板上开设有圆形容纳腔的进料口,圆形容纳腔底部则开设有与进料口位置相交错的出料口,进料口和出料口的大小约为1-3个均分分料花盘分格的开度,且出料口与带有集料斗的出料管相连通。为了控制均分分料花盘的旋转格数,在电机上方安装盘。为了便于向均分分料花盘内进料,干粉料仓包含一个倾斜式送料侧板。为了对灭火器的灌粉量进行复核,在每个出料管下方均对应设置有一个自动称重式灭火器托板,即带有悬臂梁式称重传感器的承托板。进行干粉精灌时,将灭火器瓶口对准圆形容纳腔的出料管。控制系统根据灌装要求和实际的粗灌(指精灌前的工序)灌装量,计算出精灌注粉量,通过码盘控制分料花盘转动一定的格数,使所需量的干粉经圆形容纳腔底部的出料口落入出料管,进而进入灭火器瓶内。由于分料花盘每一分格中均装载10g干粉,与灌装要求的精度误差+10g相当,因此,通过码盘的控制,可以实现干粉的灌装。
 从进料到出料:强制式立轴搅拌机全流程作业效率分析
Jul 21, 2026
UHPC搅拌机如何支撑产线高效运转与批次质量一致性?
Jul 21, 2026
从设备结构角度分析:混凝土立轴行星式搅拌机的工况适应性
Jul 21, 2026
立轴行星式搅拌机——耐火材料复杂组分的匀质高效混合利器
Jul 21, 2026
行星式搅拌机在水泥砖生产中的配比适应性与搅拌效能探讨
Jul 21, 2026
陶瓷透水砖搅拌机推动“传统搅拌”向“精细混合”转型
Jul 11, 2026
匀质难题破局:水泥制品搅拌机的三维混合之道
Jul 11, 2026
耐火浇注料搅拌机为行业痛点提供有效技术路径
Jul 11, 2026
立轴行星式搅拌机以高匀质混合助推产业升级
Jul 11, 2026
行星式搅拌机解决“混合周期长、搅拌匀质差”核心痛点
Jul 11, 2026
从进料到出料:强制式立轴搅拌机全流程作业效率分析
Jul 21, 2026
UHPC搅拌机如何支撑产线高效运转与批次质量一致性?
Jul 21, 2026
从设备结构角度分析:混凝土立轴行星式搅拌机的工况适应性
Jul 21, 2026
立轴行星式搅拌机——耐火材料复杂组分的匀质高效混合利器
Jul 21, 2026
行星式搅拌机在水泥砖生产中的配比适应性与搅拌效能探讨
Jul 21, 2026
陶瓷透水砖搅拌机推动“传统搅拌”向“精细混合”转型
Jul 11, 2026
匀质难题破局:水泥制品搅拌机的三维混合之道
Jul 11, 2026
耐火浇注料搅拌机为行业痛点提供有效技术路径
Jul 11, 2026
立轴行星式搅拌机以高匀质混合助推产业升级
Jul 11, 2026
行星式搅拌机解决“混合周期长、搅拌匀质差”核心痛点
Jul 11, 2026
 手机版|
手机版|